當前位置:
當前位置:空氣彈簧生產工藝流程
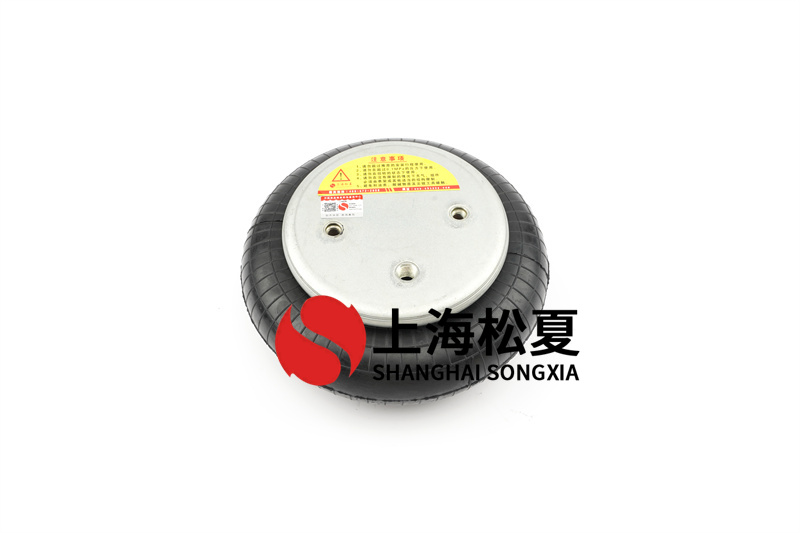
空氣彈簧生產工藝流程

要立即開展,在并沒有試品的情形下批量生產工作壓力空氣彈簧,非常容易因設計方案粗心大意而丟批。在運用規格準確的情形下,可以實現的特性會非常好,生產商當然會提升構件的規格設計方案和生產制造,以保證制作的構件充足準確在大小層面。
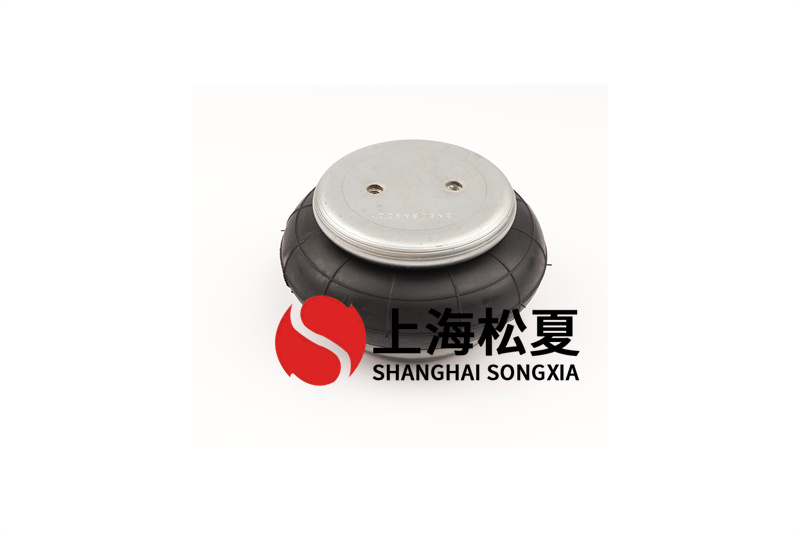
空氣彈簧的大小不一樣,有的材質規格比較大,有的大小較小,不益于疲勞的運用,因此一定要挑選適宜的規格。彈簧廠告知大家,彈簧生產制造下來的情況下,應用和儲存的火爆水平會各有不同,因此會出現不一樣水平的浸蝕,有一些表層會發生銹跡,這也是彈簧慢慢疲憊的征兆。這一小一點會立即毀壞彈簧。那類麻木是銹蝕的。你應該當心不必隨便應用它。
空氣彈簧按生產工藝流程可分成冷卷彈簧和熱軋卷板彈簧(電纜線徑低于8mm一般選用冷卷法,超過8mm的電纜線徑選用熱軋卷板法Mm)。按彈性元件的材料可分成金屬材料彈簧、橡膠彈簧、聚氨酯材料彈簧、液壓機彈簧、氣彈簧等。依據彈簧線橫截面的樣子,可分成環形橫截面彈簧和方形(正方形)橫截面彈簧。一般來說,金屬材料彈簧的生產原材料應具備較高的彈力、疲勞強度、斷裂韌性和保持良好的熱處理工藝特性。常見的炭素彈簧鋼、鋁合金彈簧鋼、不銹鋼板彈簧鋼、
空氣彈簧是運用彈性工作制,操縱設備健身運動,減輕沖擊性或震動,存儲動能,準確測量力尺寸等的機械零件,普遍適用于設備和儀器中。但彈簧在縮小流程中,使用時間長了彈性相對性變弱;此外,目前彈簧的彈簧剛絲的兩邊與板聯接,用以與外界機械零部件的穩定聯接,但彈簧剛絲電接在板上。